Trong quá trình ép nhựa khuôn, nếu không được chăm sóc đúng cách, sản phẩm nhựa có thể xuất hiện nhiều khuyết tật. Bài viết này sẽ giới thiệu về các lỗi thường gặp trong quá trình ép nhựa, cùng những giải pháp khắc phục chúng.

Trong quá trình ép phun, có nhiều rủi ro đắt đỏ có thể xảy ra. Các vấn đề về chất lượng sản phẩm ép phun có thể bao gồm các khuyết tật nhỏ trên bề mặt hoặc các vấn đề nghiêm trọng hơn có thể ảnh hưởng đến tính an toàn, hiệu suất và chức năng của sản phẩm. Những vấn đề này có thể phát sinh từ quá trình đúc, sử dụng vật liệu, thiết kế dụng cụ hoặc sự kết hợp của cả ba yếu tố trên.
Xem thêm:
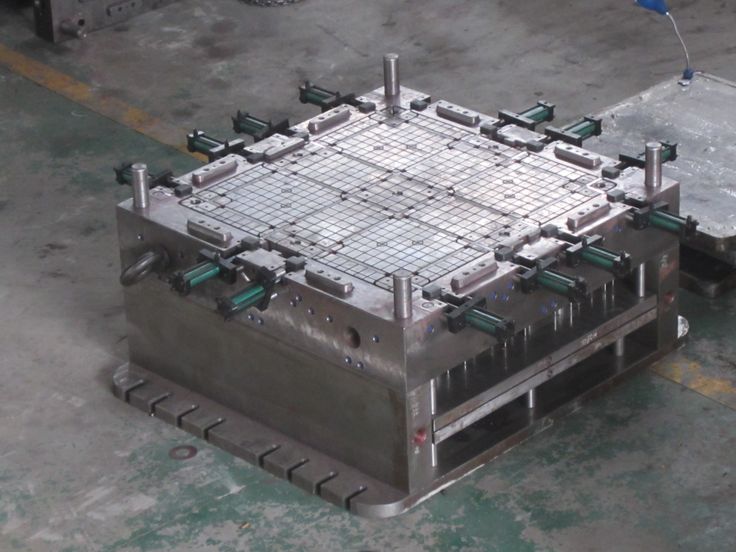
Khái niệm về quá trình ép nhựa và lỗi thường gặp
Để đảm bảo sản phẩm cuối cùng đạt chất lượng mong muốn, khuôn ép nhựa cũng đóng vai trò quan trọng không kém trong quá trình đúc khuôn. Việc lựa chọn công ty ép nhựa đúng cũng giúp bạn khắc phục các vấn đề thường gặp về khuôn.
Công nghệ ép nhựa được sử dụng để sản xuất nhiều loại mặt hàng khác nhau, từ công cụ làm vườn, điện tử, đồ dùng nhà bếp và nhiều hơn nữa. Tuy nhiên, để đảm bảo chất lượng cao cho các bộ phận được đúc, khuôn ép phun cần được làm từ các thành phần như thủy tinh, polyme, kim loại, nhựa, v.v. và được sử dụng bởi các kỹ sư có kỹ năng trong quá trình ép phun.
Các lỗi thường gặp có thể do nguyên liệu thô, chất lượng khuôn nhựa, kỹ năng của công nhân và máy ép phun. Tuy nhiên, các nhà sản xuất có thể ngăn ngừa và xử lý các lỗi này để tạo ra khuôn nhựa ép chất lượng cao.
Việc hiểu các khuyết tật có thể có và nguyên nhân gây ra chúng là bước đầu tiên để đảm bảo sản phẩm đạt tiêu chuẩn chấp nhận được và tránh tổn thất phát sinh do sản phẩm không bán được hoặc bị trả lại sau khi bán do lỗi.

13 Lỗi thường gặp trong quá trình ép nhựa
7 lỗi có thể xảy ra do sự cố quy trình
Các vấn đề thường gặp khi ép nhựa có thể do quy trình sản xuất gặp sự cố. Đôi khi, nguyên nhân không phải là do nguyên liệu hoặc công cụ, mà là do quá trình ép phun. Nếu bạn xác định được rằng vấn đề là do quá trình này, chỉ cần điều chỉnh một số yếu tố quan trọng như độ dày của tường, bạn có thể dễ dàng tránh được các khiếm khuyết.
1. Dòng hoặc Dấu dòng
Các sóng, vệt hoặc đường bị đổi màu so với khu vực xung quanh được gọi là đường dòng (hay vết dòng). Chúng có thể quan sát thấy gần các điểm ‘cổng’ hoặc các vị trí cổng của khuôn, nơi nhựa nóng chảy xâm nhập vào và thông qua quá trình ép nhựa. Mặc dù không ảnh hưởng đến chức năng của sản phẩm, nhưng chúng gây khó chịu, đặc biệt là khi xuất hiện trên các sản phẩm cần thẩm mỹ.

Nguyên nhân:
Các dòng chảy trong quá trình đúc có nguyên nhân là do sự thay đổi trong tốc độ làm mát của nhựa nóng chảy khi chảy qua thùng và khuôn được nung nóng và đông đặc lại. Điều này cũng có thể xảy ra nếu có thành mỏng và thành dày thay vì có độ dày thành đồng nhất và nếu tốc độ phun chậm hoặc quá trình ép phun áp suất thấp.
Tốc độ phun chậm hoặc quá trình ép phun áp suất thấp cũng có thể gây ra các dòng chảy, vì nhựa nguội rất nhanh và trở nên dày hơn, tạo thành các khuyết tật đúc như hoa văn hoặc vệt lượn sóng.
Cách khắc phục:
- Tăng tốc độ phun, áp suất và nhiệt độ vật liệu để đảm bảo vật liệu lấp đầy khuôn trước khi làm nguội
- Làm tròn các góc của khuôn nơi độ dày thành tăng lên để giúp giữ tốc độ dòng chảy nhất quán và ngăn dòng chảy
- Di dời các cổng khuôn để tạo thêm khoảng cách giữa chúng và chất làm mát khuôn để giúp vật liệu không bị nguội quá sớm trong quá trình chảy
- Tăng đường kính vòi phun để tăng tốc độ dòng chảy và ngăn chặn quá trình làm mát sớm
- Áp suất và nhiệt độ của vật liệu được đưa vào khuôn cũng có thể được điều chỉnh để loại nhựa có thể lấp đầy khuôn hoàn toàn trước khi đông đặc.
- Bôi chất bôi trơn lên bề mặt cũng sẽ hỗ trợ dòng chảy của vật liệu nhiệt dẻo nóng chảy trong hệ thống chạy.
Tất cả những điều này giúp đảm bảo vật liệu lấp đầy khuôn trước khi làm nguội, tạo sự nhất quán trong tốc độ dòng chảy, ngăn chặn quá trình làm mát quá sớm và giúp vật liệu hoàn toàn lấp đầy khuôn trước khi đông đặc.
2. Vết bỏng (vết cháy)
Các vết cháy trên sản phẩm đúc thường có màu sẫm, có thể là màu đen hoặc màu rỉ sét, xuất hiện trên các cạnh hoặc bề mặt không phải là một phần của thiết kế sản phẩm. Thông thường, chúng không gây hại trừ khi vết cháy làm cho nhựa bị phân hủy.

Nguyên nhân:
Vết cháy thường xảy ra do bọt khí hoặc nhựa bị mắc kẹt trong khoang khuôn quá nóng trong chu kỳ sản xuất. Nguyên nhân này có thể do tốc độ phun cao hoặc vật liệu quá nóng.
Cách khắc phục:
- Giảm nhiệt độ nóng chảy và nhiệt độ khuôn để tránh quá nhiệt
- Giảm tốc độ phun để hạn chế nguy cơ mắc kẹt không khí bên trong khuôn
- Mở rộng lỗ thông hơi và cửa thoát khí để cho phép không khí bị mắc kẹt thoát ra khỏi khuôn
- Rút ngắn thời gian chu kỳ khuôn để không khí và nhựa bị mắc kẹt không có cơ hội quá nhiệt
3. Cong vênh
Sự cong vênh xảy ra khi các bộ phận khác nhau của sản phẩm nguội đi và đông đặc không đồng đều trong quá trình xử lý chất dẻo. Kết quả là sản phẩm bị uốn cong và xoắn.

Nguyên nhân
Hiện tượng cong vênh trong các sản phẩm nhựa chủ yếu do nguyên nhân là tốc độ làm nguội của nguyên liệu quá nhanh. Nguyên nhân này có thể do nhiệt độ quá cao hoặc không đồng đều trong quá trình đúc khuôn.
Cách khắc phục:
- Đảm bảo quá trình làm mát từ từ và đủ lâu để tránh ứng suất không đồng đều trên vật liệu
- Giảm nhiệt độ của vật liệu hoặc khuôn
- Thử chuyển sang vật liệu co lại ít hơn trong quá trình làm mát (ví dụ: nhựa nhiệt dẻo chứa đầy hạt co lại ít hơn nhiều so với vật liệu bán tinh thể hoặc loại không được lấp đầy)
- Thiết kế lại khuôn với độ dày thành đồng nhất và tính đối xứng của bộ phận để đảm bảo bộ phận ổn định hơn trong quá trình làm mát
4. Sản phẩm xuất hiện khoảng trống chân không/bọt khí
Các bọt khí đã bị giữ trong sản phẩm. Mặc dù không được xem là một vấn đề lớn, tuy nhiên nó có thể gây ra sự suy giảm chất lượng của sản phẩm cuối cùng trong quá trình sản xuất.

Nguyên nhân:
Khi sản xuất các sản phẩm nhựa, một trong những nguyên nhân phổ biến dẫn đến khoảng trống chân không là do áp suất trong khuôn không đủ cao. Điều này dẫn đến việc các bọt khí bị mắc kẹt trong khuôn không được đẩy ra ngoài trong quá trình đúc và khi nhựa nguội, chúng sẽ đông đặc lại trong sản phẩm.
Cách khắc phục:
- Tăng áp suất phun để đẩy các túi khí bị kẹt ra
- Chọn loại vật liệu có độ nhớt thấp hơn để hạn chế nguy cơ hình thành bọt khí
- Đặt các cánh cổng gần với các phần dày nhất của khuôn để tránh làm nguội sớm ở nơi vật liệu dễ bị lỗ rỗng nhất
5. Dấu chìm
Những chỗ lõm nhỏ xuất hiện trong sản phẩm nhựa là kết quả của quá trình co lại nhanh của phần bên trong khi vật liệu bên ngoài bị ép vào bên trong do tác động của trọng lượng.
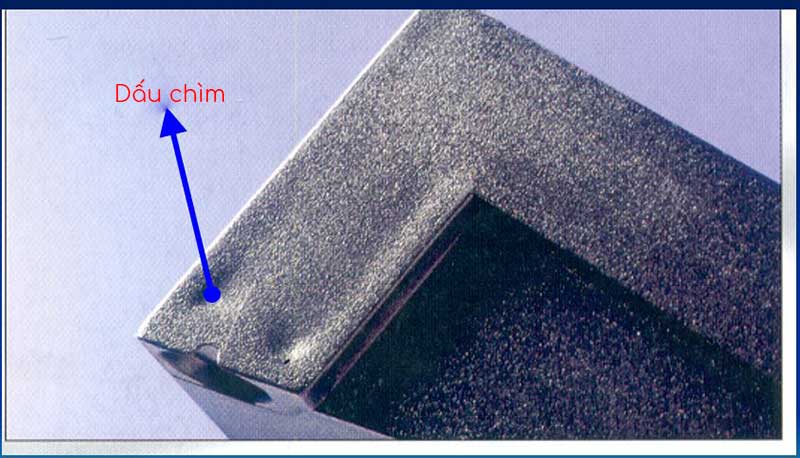
Nguyên nhân:
Vết chìm của sản phẩm xảy ra do quá trình làm nguội của vật liệu nhựa trong khuôn diễn ra chậm. Khi vật liệu bên ngoài chưa kịp nguội hoàn toàn, nó bị kéo vào bên trong, gây ra sự suy thoái của vật liệu. Thường xảy ra tại những phần dày nhất của khuôn do sự làm nguội không đồng đều của vật liệu nhựa.
Cách khắc phục:
- Tăng áp suất giữ và tăng thời gian để cho phép vật liệu gần bề mặt của bộ phận nguội đi
- Tăng thời gian làm mát để hạn chế co ngót
- Thiết kế khuôn của bạn với các thành phần mỏng hơn để cho phép làm mát nhanh hơn gần bề mặt
6. Đường hàn
Đường hàn có thể hiện diện trên bề mặt của bộ phận đúc, nơi mà vật liệu nóng chảy đã đông lại sau khi tách thành nhiều hướng trong khuôn. Những đường hàn này giống như sợi tóc và là kết quả của liên kết vật liệu yếu, gây ảnh hưởng đến độ bền của chi tiết.

Nguyên nhân:
Khi nhựa nóng chảy hội tụ từ các kênh khác nhau tại một điểm nhất định trong khuôn, sẽ xảy ra hiện tượng đường hàn và các thành phần nhựa trong đường hàn sẽ liên kết yếu với nhau, dẫn đến sự yếu đi của thành phần nhựa trong đường hàn.
Cách khắc phục:
- Tăng nhiệt độ vật liệu để ngăn đông đặc một phần
- Tăng tốc độ phun và áp suất để hạn chế làm mát trước khi vật liệu đã điền đầy khuôn
- Thiết kế lại khuôn để loại bỏ các vách ngăn
- Chuyển sang vật liệu có nhiệt độ nóng chảy hoặc độ nhớt thấp hơn để cho phép dòng chảy nhanh hơn và ngăn chặn việc làm nguội sớm
7. Lỗi dòng chảy bị phản lực
Phản lực được đề cập đến là một loại biến dạng có thể xảy ra trong thành phần đúc khi có một “tia” vật liệu nóng chảy được bơm vào khoang khuôn trước khi khoang được lấp đầy. Tia phun thường xuất hiện dưới dạng một đường nguệch ngoạc trên bề mặt của thành phần đã hoàn thiện, thường bắt đầu từ cửa phun ban đầu. Mô hình dòng chảy có thể nhìn thấy này có thể gây ra sự suy yếu một phần cho sản phẩm.
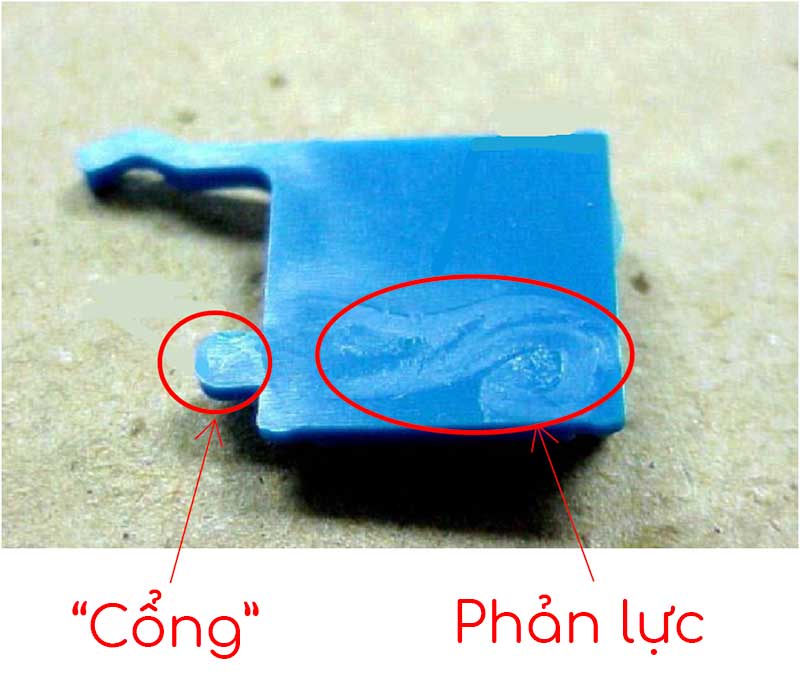
Nguyên nhân
Hiện tượng phản lực được gọi như vậy vì nó xảy ra khi một dòng chất lỏng nóng chảy đột ngột được đưa vào khuôn và làm nguội nhanh hơn so với phần còn lại của chất liệu.
Nguyên nhân có thể là do áp suất phun cao, khiến cho chất lỏng phun qua cửa vào khuôn thay vì được đổ đầy dần vào khuôn. Khi dòng nhựa nóng chảy này bắt đầu nguội trước khi khoang được lấp đầy, sẽ dẫn đến hình thành gợn sóng trên bề mặt của sản phẩm.
Cách khắc phục:
- Giảm áp suất phun để ngăn vật liệu phun nhanh vào khoang khuôn
- Tăng nhiệt độ vật liệu và khuôn để giữ cho vật liệu phản lực ban đầu không bị đông đặc sớm
- Thiết kế khuôn với cổng phun được đặt sao cho vật liệu được hướng qua khuôn thay vì theo chiều dài
2 Lỗi Liên Quan Đến Việc Sử Dụng Hoặc Bảo Quản Vật Liệu
Có thể xuất hiện các khuyết tật trong quá trình ép phun do nguyên nhân từ vật liệu hoặc cách bảo quản và xử lý của nhà sản xuất trước khi sản xuất. Những khuyết tật này có thể là vấn đề thẩm mỹ nhỏ hoặc ảnh hưởng đến độ bền của sản phẩm. Ngoài ra, các vấn đề liên quan đến an toàn cũng phụ thuộc vào ứng dụng của sản phẩm.
8. Sự đổi màu/Lỗi vệt màu
Sự thay đổi màu sắc, hay còn được gọi là “vệt màu”, xảy ra khi một phần của sản phẩm có màu sắc khác với màu sắc dự kiến. Thường thì sự thay đổi màu chỉ xảy ra ở một khu vực nhỏ hoặc một vài vết màu bất thường trên sản phẩm. Tuy nhiên, hiện tượng này không ảnh hưởng đến chất lượng của sản phẩm, chỉ ảnh hưởng đến bề mặt của bộ phận.

Nguyên nhân:
Có thể xảy ra sự đổi màu do nhiều nguyên nhân khác nhau, trong đó có thể kể đến việc các viên vật liệu nhựa còn sót lại từ lần chạy trước trong máy hoặc các vật liệu bị kẹt trong miệng phun hoặc khuôn do áp suất thấp.
Ngoài ra, chất tạo màu không được trộn đều với nguyên liệu cũng là một nguyên nhân khác có thể gây ra sự đổi màu.
Cách khắc phục:
- Đảm bảo rằng công nhân làm sạch phễu, vòi phun và khuôn đúng cách giữa các lần sản xuất để loại bỏ bất kỳ viên hoặc vật liệu cơ bản nào còn sót lại
- Cân nhắc sử dụng hợp chất tẩy để loại bỏ màu thừa khỏi máy
- Đảm bảo bạn hoặc nhà cung cấp của bạn đang sử dụng chất tạo màu có độ ổn định nhiệt phù hợp
- Đảm bảo rằng bản chính được trộn đều để có đầu ra màu nhất quán
9. Lỗi tách lớp bề mặt sản phẩm
Nếu bạn phát hiện ra các lớp mỏng trên bề mặt của một bộ phận có thể dễ dàng tách hoặc bong ra khỏi vật liệu bên dưới, thì đó là một loại khuyết tật đúc được gọi là sự tách lớp.
Sự tách lớp là một loại khuyết tật đặc trưng bởi việc bề mặt bong tróc, tương tự như những gì bạn thường thấy trên mica vảy. Đây thường được coi là một loại khuyết tật tương đối nghiêm trọng vì nó làm giảm chất lượng của sản phẩm.

Nguyên nhân
Thường thì việc tách lớp bề mặt xảy ra khi nguyên liệu thô bị nhiễm các phần tử của chất lạ như kim loại tấm. Khi vật liệu không thể liên kết với nhau đúng cách, bề mặt sản phẩm sẽ bắt đầu bong tróc.
Điều này đặc biệt xảy ra khi hai hoặc nhiều loại nhựa khác nhau được kết hợp để tạo ra một sản phẩm. Điều này rất nguy hiểm nếu sản phẩm đó là thành phần quan trọng về độ an toàn.
Ngoài ra, một lý do khác dẫn đến hiện tượng bong tróc bề mặt có thể là do vật liệu chưa được làm khô đúng cách trước khi sử dụng và có độ ẩm trên bề mặt.
Cách khắc phục:
- Tăng nhiệt độ khuôn hoặc làm khô trước vật liệu thích hợp nếu độ ẩm dư thừa là một vấn đề
- Đảm bảo công nhân đang lưu trữ và xử lý các viên nhựa hoặc vật liệu cơ bản đúng cách để ngăn ngừa ô nhiễm
- Cân nhắc thiết kế lại khuôn với trọng tâm là vòi phun để hạn chế sự phụ thuộc của bạn vào các chất giải phóng
3 Lỗi Do Thiết Kế Hoặc Bảo Trì Khuôn Kém
10. Vết bắn ngắn
Nếu trong quá trình chạy, vật liệu nhựa nóng chảy không đổ đầy vào khoang khuôn, sản phẩm cuối cùng sẽ bị khuyết tật và không hoàn chỉnh sau khi nguội, đông đặc. Điều này là một vấn đề quan trọng ảnh hưởng đến chức năng của sản phẩm và làm tăng chi phí sản xuất.

Nguyên nhân
Một trong những nguyên nhân chính gây ra cú đánh ngắn trong quá trình phun nhựa là do các đường hoặc cổng bị chặn trong máy, đặc biệt là khi các cửa hẹp. Nếu vật liệu quá nhớt hoặc khuôn không đạt đủ nhiệt độ, khuôn sẽ không được lấp đầy hoàn toàn trước khi vật liệu đông đặc.
Ngoài ra, không khí bị mắc kẹt trong vật liệu cũng có thể ảnh hưởng đến dòng chảy của nhựa nóng chảy. Một lý do khác có thể là do áp suất không đủ trong quá trình phun vật liệu.
Cách khắc phục:
- Thiết kế lại khuôn với các kênh hoặc cổng rộng hơn để có dòng chảy tốt hơn
- Tăng tốc độ hoặc áp suất phun hoặc chọn vật liệu cơ bản mỏng hơn để cải thiện dòng chảy
- Tăng nhiệt độ khuôn để ngăn vật liệu nguội quá nhanh
- Thêm lỗ thông khí bổ sung hoặc mở rộng lỗ thông hơi hiện có trong khuôn để cho phép không khí bị mắc kẹt thoát ra
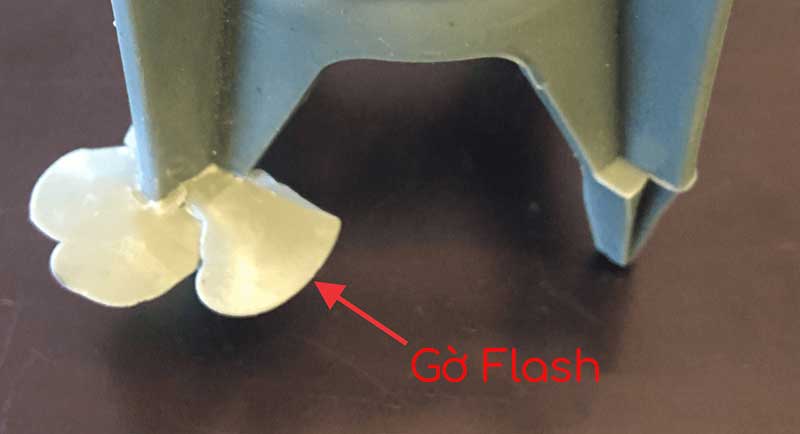
11. Flash (Chớp cháy)
Flash, còn được biết đến với tên gọi “spew” hoặc “gờ”, là phần thừa của vật liệu đúc xuất hiện dưới dạng một môi mỏng hoặc phần nhô ra ở rìa của một bộ phận. Hiện tượng chớp cháy xảy ra khi vật liệu chảy ra ngoài các kênh dòng dự kiến và vào khoảng trống giữa các tấm dụng cụ hoặc tại chốt kim phun.
Nếu khuyết tật này rõ ràng trên một sản phẩm, nó được coi là một khiếm khuyết lớn. Quá trình gia công lại một sản phẩm bị mắc lỗi chớp cháy thường bao gồm việc cắt bỏ vật liệu thừa.
Nguyên nhân:
Chớp nháy có thể do khuôn giá rẻ không được thiết kế phù hợp hoặc đã bị mòn do sử dụng quá mức.
Hơn nữa, nhiệt độ hoặc áp suất khuôn quá cao cũng có thể gây ra hiện tượng này. Lực kẹp không đủ của các tấm có chứa nhựa cũng là một nguyên nhân khác dẫn đến chớp cháy.
Cách khắc phục:
- Làm lại hoặc thiết kế lại khuôn nếu các tấm không khớp với nhau đúng cách hoặc cho phép vật liệu chảy ra ngoài kênh
- Tăng lực kẹp tấm để hạn chế dòng vật liệu chảy vào kênh
- Điều chỉnh nhiệt độ khuôn, áp suất phun và thông gió để cải thiện dòng nguyên liệu
12. Lỗi Silver (Vệt Bạc)
Những vệt bạc hoặc trắng trong sản phẩm có thể được miêu tả là vệt bạc. Chúng thường xuất hiện theo hướng chảy dòng vật chất.
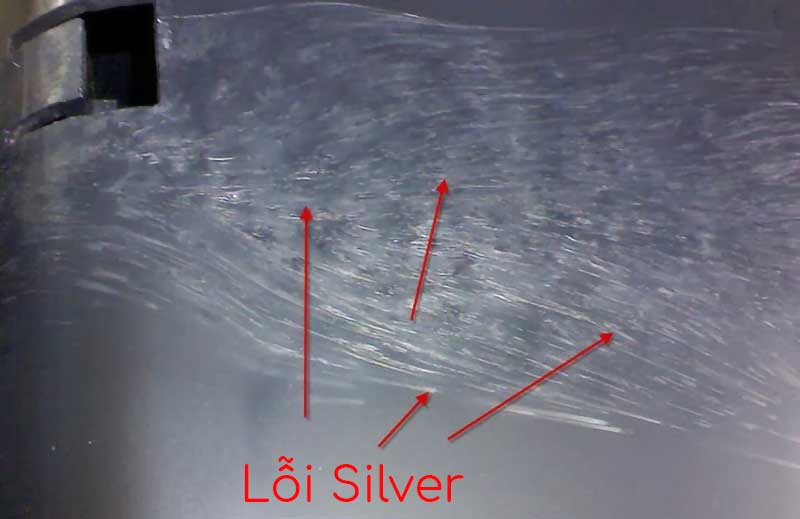
Nguyên nhân:
Thường thì những vết bạc trên vật liệu là do lượng nước thừa ngấm vào hoặc do vật liệu bị nhiễm chất lạ hoặc bọt khí bị mắc kẹt bên trong. Ngoài ra, chất phụ gia dư thừa trong vật liệu nhựa cũng có thể là nguyên nhân gây ra hiện tượng này.
Cách khắc phục:
- Đảm bảo rằng khuôn được làm sạch kỹ lưỡng trước khi bắt đầu chạy mới.
- Làm khô trước nguyên liệu và kiểm tra bất kỳ sự nhiễm bẩn nào có thể xảy ra.
- Giảm tốc độ phun, tăng nhiệt độ khuôn và tạo áp suất ngược cũng có thể giúp tránh hình thành các vệt bạc.
- Bạn cũng có thể thử điều chỉnh kích thước của cổng hoặc vị trí của chúng.
13. Sản phẩm bị kẹt trong khuôn
Nếu thành phẩm không thể tách rời khỏi các bộ phận của khuôn, thì khi khuôn được mở ra, sản phẩm sẽ dính vào bộ phận chuyển động và cần sử dụng chốt đẩy để lấy ra. Khi không thực hiện được điều này, có thể gây hỏng chân của bộ phóng.
Nguyên nhân:
Điều này có thể xảy ra do bất kỳ lý do nào sau đây:
- Áp suất dư của khuôn quá cao,
- Có hiện tượng co ngót trong sản phẩm,
- Mốc khuôn không đủ lớn, hoặc
- Khuôn hoàn thiện ở một góc không đều
Những lý do này có thể khiến các chốt của bộ đẩy bị trục trặc và sản phẩm bị kẹt bên trong khuôn.
Cách khắc phục:
- Giảm cài đặt nhiệt độ và áp suất có thể giúp thành phẩm không bị kẹt.
- Tăng kích thước của bản nháp khuôn hoặc thiết kế lại khuôn để có độ hoàn thiện tốt hơn có thể ngăn điều này xảy ra.
- Đôi khi, các chất phân hủy khuôn được sử dụng để tránh vấn đề này.
Có thể thấy, trong quá trình ép nhựa, thường xảy ra nhiều lỗi do nguyên nhân từ vật liệu, máy móc và khuôn. Vì vậy, việc đảm bảo khuôn được thiết kế và hoàn thiện đúng cách là rất quan trọng để tránh các chi phí bổ sung khi phải thiết kế lại khuôn bị lỗi. Để đảm bảo quá trình sản xuất không bị gián đoạn do sản phẩm bị lỗi, hỏng, khuyết tật, bạn nên chọn công ty gia công khuôn mẫu. Nếu bạn có bất kỳ thắc mắc nào, hãy để lại bình luận bên dưới để chúng tôi có thể giúp đỡ bạn theo thông tin bên dưới.
Mọi chi tiết xin vui lòng liên hệ:
Công ty Cổ phần Pavico Việt Nam
Nhà máy: Lô E1, KCN Trung Hà, Phú Thọ
Địa Chỉ văn phòng 02: Số 4 Lô TT03 ngõ 2 Hàm Nghi, phường Mỹ Đình, quận Nam Từ Liêm, Hà Nội
Điện Thoại: 0862.772.776
Email: marketing@pavicovietnam.vn
Website: www.khuonnhuahanoi.com