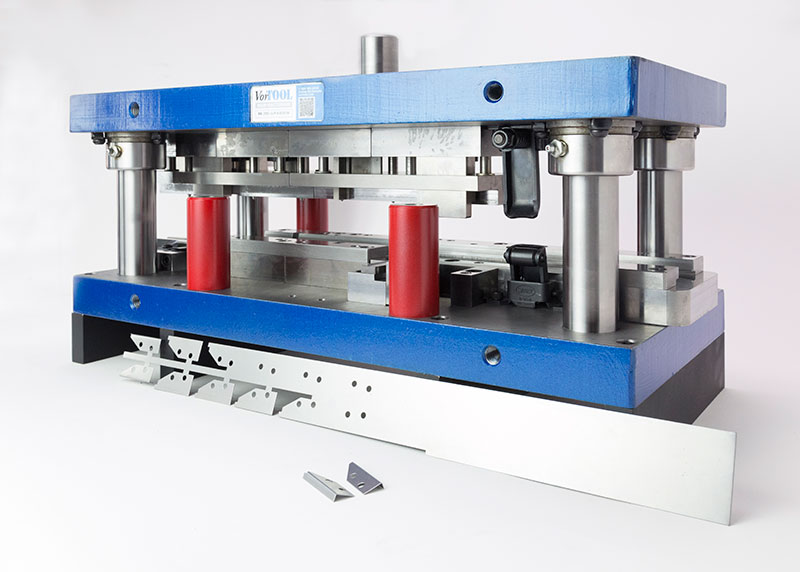
Bài này nói về 28 lưu ý khi thiết kế và chế tạo khuôn dập, kinh nghiệm thực tế chế tạo khuôn dập . Bắt đầu!
- Hiểu các yêu cầu của bộ phận
Trước khi lập kế hoạch dải, điều quan trọng là phải hiểu các yêu cầu của bộ phận, đặc tính vật liệu, trọng tải của máy ép, bàn ép, SPM (hành trình trên phút), hướng nạp liệu, chiều cao nạp liệu, khuôn dập. yêu cầu về độ dày, tỷ lệ sử dụng vật liệu và tuổi thọ khuôn.
- Xem xét tỷ lệ mỏng của vật liệu
Khi lập kế hoạch dải, phân tích CAE nên được thực hiện cùng với việc xem xét cơ bản tỷ lệ mỏng vật liệu, thường là dưới 25%.
Vật liệu thép không gỉ kéo sâu đặc biệt, có thể được kéo dài trước và sau đó ủ, với máy ủ tần số cao, tỷ lệ mỏng có thể được chấp nhận đến 40%, trong quy định là rất quan trọng.
Trong câu trả lời chiều dài khuôn đúc đai nguyên liệu, phải và khách hàng giao tiếp nhiều hơn, tốt nhất yêu cầu khách hàng cung cấp ảnh khuôn trước hoặc sơ đồ cấu tạo để tham khảo, bước trống cũng nên tùy trường hợp, thích hợp để trống bước trên kiểm tra khuôn sau khi thay đổi khuôn hỗ trợ là rất tốt.
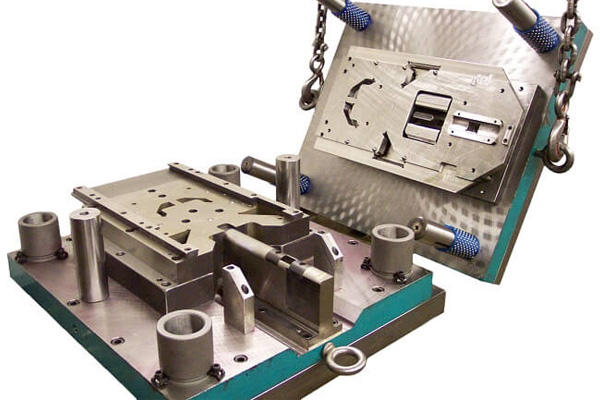
- Hoạch định đai nguyên liệu
Hoạch định đai nguyên liệu là việc phân tích quá trình hình thành sản phẩm, cơ bản quyết định việc đổ khuôn thành công hay không.
- Lập kế hoạch nâng vật liệu
Trong lập kế hoạch khuôn liên tục, điều rất quan trọng là phải lập kế hoạch nâng vật liệu. Nếu thanh nâng không nâng được toàn bộ đai nguyên liệu thì sẽ không thể tự động hóa sản xuất liên tục.
- Chú ý việc lựa chọn và xử lý nhiệt vật liệu làm khuôn
Trong quy hoạch khuôn bế, việc lựa chọn và xử lý nhiệt vật liệu làm khuôn và xử lý bên ngoài (ví dụ: TD, TICN, thời gian TD là 3-4 ngày), đặc biệt đối với các bộ phận đã căng, không có TD bề mặt khuôn sẽ dễ bị lỗi.

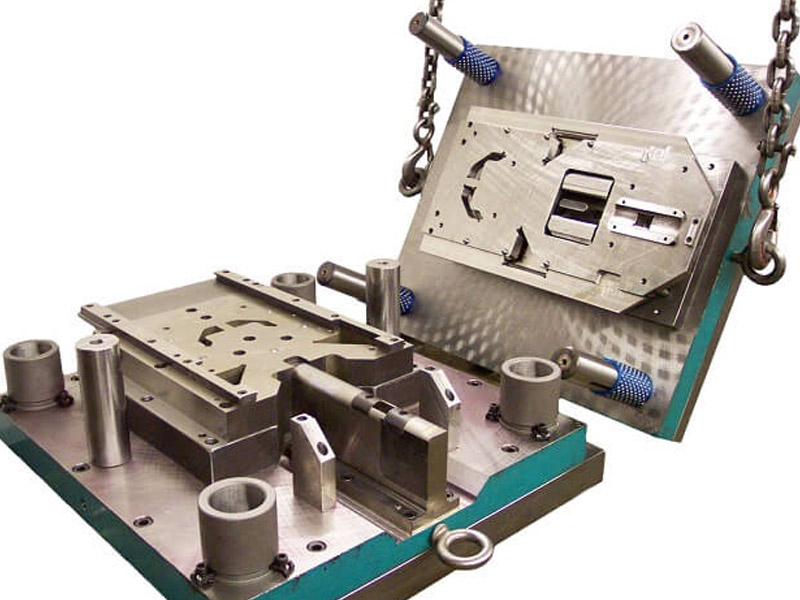
- Vị trí lỗ trong khuôn dập
Trong quy hoạch khuôn, trên vị trí lỗ hoặc yêu cầu của bề mặt nhỏ hơn, càng nhiều càng tốt để làm các hạt chèn có thể điều chỉnh, dễ dàng điều chỉnh trong khuôn thử nghiệm và sản xuất, để đạt được quy mô của yêu cầu bộ phận một cách đơn giản, để làm chèn điều chỉnh khi khuôn trên và khuôn dưới cùng nhau.
Trên wordmark, các yêu cầu trong máy đột dập có thể được loại bỏ, không cần phải loại bỏ lại dưới khuôn, lãng phí thời gian.
- Không lập kế hoạch lò xo băng hydro quá lớn
Khi lập kế hoạch lò xo băng hydro , theo phân tích của CAE về áp suất để lập kế hoạch, không lập kế hoạch lò xo băng hydro quá lớn, để tránh sản phẩm bị nứt. Tình trạng chung là ép nhỏ thì sản phẩm bị nhăn, ép lớn thì nứt sản phẩm.
Để xử lý sản phẩm bị nhăn, bạn có thể sử dụng phương pháp thêm một phần thanh kéo căng, đầu tiên dùng thanh kéo căng để cố định phần vật liệu tấm, sau đó kéo căng để giảm nhăn.
- Chú ý hiện tượng kéo dãn khi thử khuôn
Khi thử khuôn lần đầu, khuôn trên phải đóng từ từ, khi có hiện tượng kéo dãn phải thử chiều dày vật liệu bằng ngòi, khe hở giữa vật liệu và chiều dày vật liệu phải. Phải đạt được trước khi thử khuôn, và dao phải được căn chỉnh trước. Vui lòng sử dụng chèn có thể di chuyển để điều chỉnh chiều cao của thanh kéo dài.
- Tỷ lệ khớp cần đạt 80% trở lên
Sơn màu đỏ của khuôn phải được khớp tốt, tỷ lệ khớp đạt 80% trở lên trước khi bạn có thể mở bản cắt ra và làm báo cáo CMM, hoặc có thể bề mặt tham chiếu lỗ tham chiếu đã được khớp, sản phẩm đã rất ổn định và dày đặc , tỷ lệ phù hợp có thể được giảm một cách thích hợp.
Sơn đỏ phù hợp khuôn là một yếu tố rất quan trọng, nếu không, sản phẩm không ổn định, không thể chậm trễ thay đổi phán đoán khuôn, tỷ lệ của các bộ phận sẽ không đáp ứng yêu cầu của khách hàng.
- Cần kiểm tra, đo đạc khi kiểm tra khuôn
Khi kiểm tra khuôn, lỗ tham chiếu, bề mặt tham chiếu phải được đúc khuôn rồi đưa sản phẩm lên dụng cụ kiểm tra để đo đạc, hoặc gửi cho CMM để làm báo cáo 3D, nếu không, điều đó là vô nghĩa.
Đối với các sản phẩm 3D lộn xộn, bạn có thể chọn phương pháp laser 3D, trước khi laser 3D phải làm tốt đồ họa 3D, với CNC đóng vai trò vị trí điểm tham chiếu tốt rồi gửi đến laser 3D, laser 3D cũng làm định vị.
Đối với thép tấm cường độ cao, nên sử dụng vật liệu cacbua như A88 hoặc V4 cho lưỡi cắt.
Trong khi thử nghiệm khuôn, để kiểm tra vai trò kéo, có thể ở vật liệu trên các vị trí khác nhau trên giấy nhám để kiểm tra vai trò, để xác định vai trò ở vị trí tương ứng trong hoạt động của thanh kéo dài hoặc hoạt động của mảng rỗ (là một mảnh mạ mài thành vết rỗ), dùng để đóng vật liệu cản trở mài mòn.
Uốn thêm các bộ phận, điều chỉnh khuôn theo quy trình từng bước để điều chỉnh độ uốn.
Khi điều chỉnh điểm tạo hình, bạn có thể đóng góc uốn nhỏ R hoặc di chuyển điểm chuẩn của đường gấp để hoàn thành mục đích đạt được điểm tạo hình.
Hầu hết các miếng chêm được sử dụng để điều chỉnh chiều cao của nam tạo hình hoặc để di chuyển nam tạo hình từ bên này sang bên kia, và các miếng chêm thường được làm bằng thép không gỉ cứng. (Nếu khách hàng không sử dụng miếng chêm, khuôn sẽ được điều chỉnh và sau đó sẽ tạo ra một phôi mới cho khách hàng).
Đối với các bộ phận đúc bằng thép không gỉ, không thể sử dụng TD, nhưng nên sử dụng TICN hoặc PVD.
Điều quan trọng là phải xác định thời điểm vật liệu chính thức của khách hàng sẽ đến để vật liệu có thể được sử dụng một cách tiết kiệm trong các khuôn thử nghiệm và tránh xảy ra trường hợp thiếu vật liệu.

- Cảm biến cho khuôn dập liên hoàn
Có hai loại cảm biến cho khuôn dập liên hoàn, một loại là cảm biến bước và loại còn lại là cảm biến rơi.
- Độ dốc của Phễu phế liệu
Phễu phế liệu có độ dốc ít nhất là 30 độ và điểm thấp của hộp phế liệu có thể được xử lý bằng cách lắp đặt thiết bị rung khí nén.
Đường cắt cạnh bị ảnh hưởng bởi quá trình tạo hình, nên được chọn sau khi tạo hình, và vị trí đặc biệt có thể được hoàn thành bằng phương pháp cắt ngang.
Trong trường hợp có nhiều lỗ tham chiếu, tốt nhất nên sử dụng quy trình đột lỗ đơn lẻ để ngăn việc đột lỗ từng bước ảnh hưởng đến độ chính xác.
Về phân tích khuôn thử, cần phân tích từng bước dải vật liệu sau khuôn thử và gắn dải vật liệu sơn đỏ vừa khít khuôn.
Đối với sản phẩm bị vỡ, có thể áp dụng nhiều phương pháp khác nhau, chẳng hạn như thêm gói, ép, tăng diện tích hình thành của tấm, mở lỗ, v.v., trong giai đoạn kéo dài trước và phân tích CAE nên được thực hiện trước khi tạo khuôn.
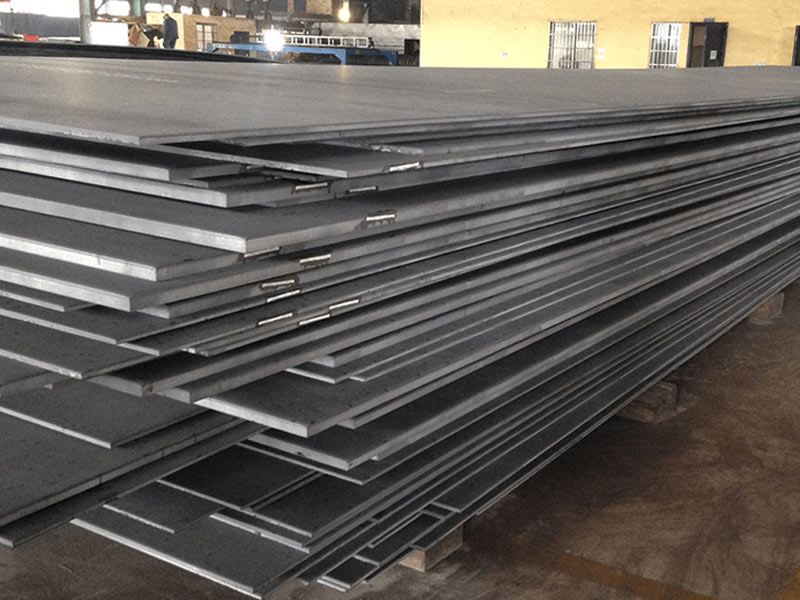
Nguyên liệu sản phẩm được chia thành hai loại: nguyên liệu cuộn dạng cuộn và nguyên liệu dạng tấm, một số nguyên liệu dạng cuộn sau khi xuất xưởng cần phải rạch lại theo chiều rộng của dải nguyên liệu. Nói chung, trong thang độ khe cho dịch vụ hệ mét âm (âm 0,5mm) và vật liệu cuộn có đường kính bên trong để vừa với quy mô của khung cấp liệu, để tránh quá lớn hoặc quá nhỏ và quá nặng.
Khi khuôn dập được xử lý, lỗ kim của đường cắt thường được sử dụng làm cơ sở cho số lần chạm và máy CNC được lập trình để yêu cầu người vận hành cung cấp tọa độ của hai lỗ cho người lập trình. Sau đó xử lý chương trình sau một quan điểm. Nói chung, khi gia công khuôn mẫu lần đầu tiên, không cần thiết phải tìm điểm xem để gia công cạnh.
Khái niệm về khoảng trống mịn là không để lại khoảng cách trống (hoặc chỉ 0,5%). Nói chung, khoảng cách trống là 10% độ dày của vật liệu, vật liệu càng dày thì khoảng cách chia sẻ càng lớn.
Các mẫu phần cứng không đạt yêu cầu về tỷ lệ có thể được hoàn thiện bằng cách tạo hình, bao gồm cọc mận, làm phẳng lại, đột lỗ đơn giản ,… để sửa chữa mặt trước phi.
Trên đây là tổng hợp những kinh nghiệm trong thực tế khi gia công khuôn dập tại PAVICO, mong rằng sẽ giúp ích cho bạn đọc để nâng cao tỷ lệ khuôn bế và giảm số lần thử khuôn dập.
Mọi chi tiết xin vui lòng liên hệ:
Công ty Cổ phần Pavico Việt Nam
Nhà máy: Lô E1, KCN Trung Hà, Phú Thọ
Địa Chỉ văn phòng 02: Số 4 Lô TT03 ngõ 2 Hàm Nghi, phường Mỹ Đình, quận Nam Từ Liêm, Hà Nội
Điện Thoại: 0862.772.776
Email: marketing@pavicovietnam.vn
Website: www.khuonnhuahanoi.com